

服务热线:

关于我们
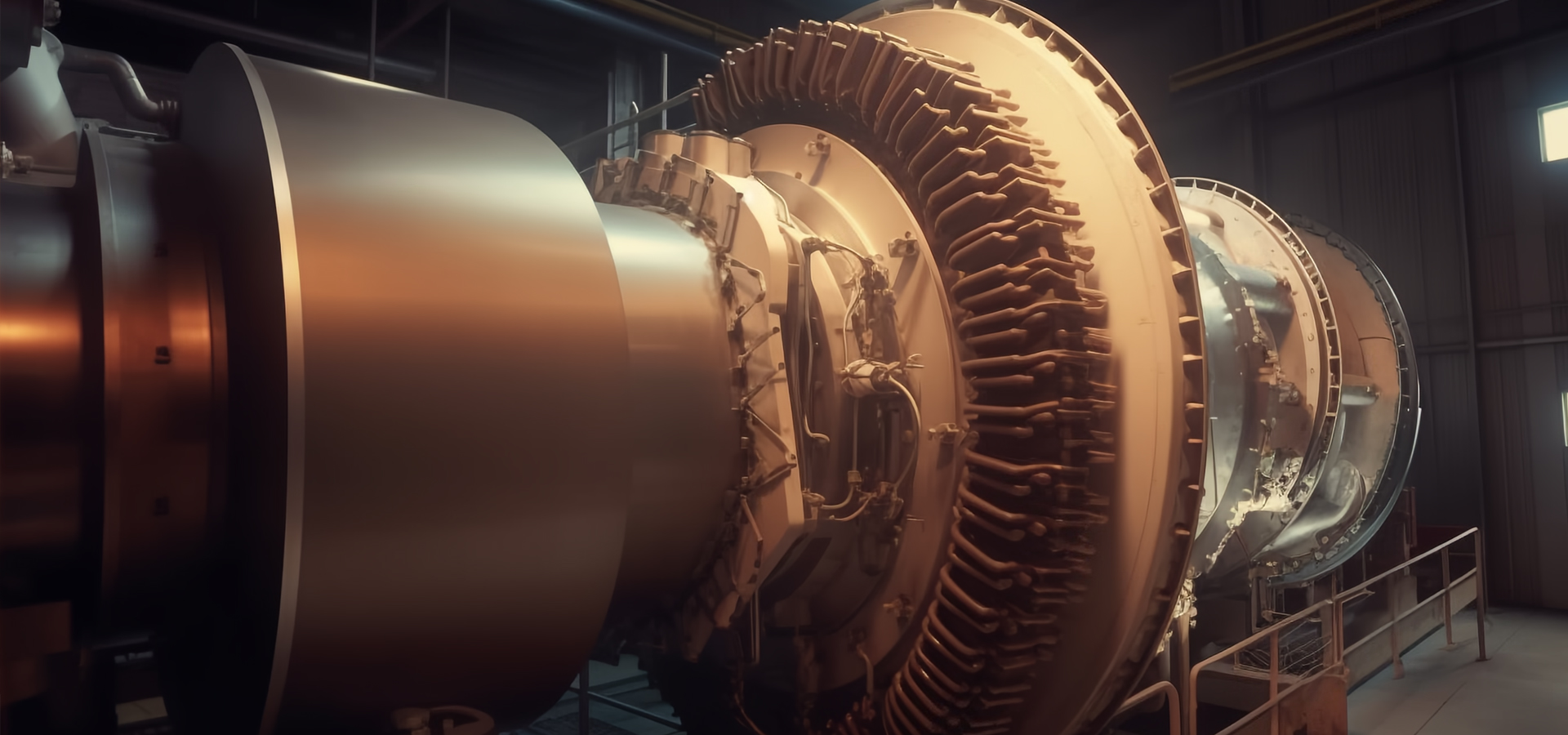
专业致力于精密铸造技术服务和特种材料开发
公司拥有业内极具实力的技术研发团队,实验室拥有完备的制壳材料的检测和研发设施,专业致力于精密铸造技术服务和特种材料开发,可为航空航天及汽车发动机零部件和普通商业精铸件,包括钛合金、镁铝合金、高温合金、不锈钢等不同材质的精铸制壳工序,提供全方位的技术支持和完善的解决方案。

Products Advantages
产品优势

为航空、汽车发动机商业精铸件
包括钛合金、镁铝合金、高温合金、不锈钢等不同材质的精铸制壳工序
实力研发团队
公司拥有业内极具实力的技术研发团队,实验室拥有完备的制壳材料的检测和研发设施


单晶涡轮叶片精铸制壳的全套工艺
开发了替代进口的制壳用特殊高端耐火材料和粘结剂,填补了国内空白
专业研发,用心服务
为客户提供耐火材料的粒度检测、涂料性能的基本检测服务

News Center
新闻中心

2023
07 09
2023
07 09
2023
07 09
2023
07 09
上一页
1
下一页
OFFICIAL ACCOUNTS
微信二维码
扫码关注及时和我们联系

代码不能删
发布时间:2023-07-09 21:16:17
ONLINE MESSAGE
在线留言
客户留言
描述:
{kind=link}